




















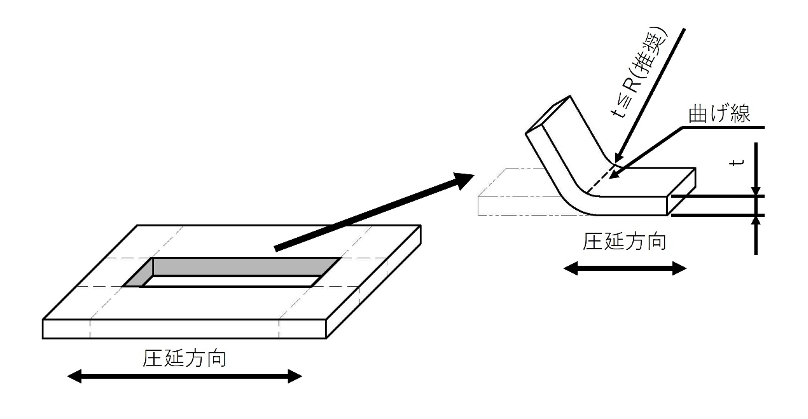
(1)材料圧延方向の考慮
板ばねの材料は冷間加工により、引張り強さ、弾性限、降伏点などの性質は上昇しますが、伸び、絞り、曲げ性は減少します。また、これらの機械的性質は材料圧延方向により異なります。とくに、加工度が高い材料については顕著に見られ、ステンレス鋼帯やりん青銅板のように、高い冷間加工により機械的性質を高めた材料は材料取り方向に考慮が必要です。曲げ加工するものについては、曲げ線が圧延方向と直角になるようにします。
(2)曲げ加工の半径
板ばね(特に薄板ばね)の場合、多くの曲げ加工のある場合があります。曲げ半径については、曲げ部に応力集中が発生します。板厚tに対する曲げ半径Rが小さいほど応力集中係数は大きく割れなどの発生の可能性が高くなります。これらのことから、曲げ加工の半径は大きくすることが望ましいです。
(3)穴、切り欠き、ばり、きず
応力集中は、(2)の曲げ部だけでなく、穴、切り欠き、急激な断面形状の変化によっても起こります。
切り欠きについては、極力避ける必要があります。
プレス打ち抜きによって発生するばりは、曲げ性を悪くするとともに、応力集中を受けることになり十分配慮しなければならなりません。
![板ばねの導入事例[用途別]](/assets/images/products/leaf_top/side_2_ttl.png)